随着国家发布“2035碳峰碳中和”战略部署,新能源汽车的消费潜力得到进一步释放,同时带动了三电系统产业的快速发展。
新能源汽车相关加工零件将减少40%,零件材料由铸铁、钢,转变成铝,零件对主轴刚性要求降低,各轴行程变大,零件的五轴需求量增加

 CN
CN

随着国家发布“2035碳峰碳中和”战略部署,新能源汽车的消费潜力得到进一步释放,同时带动了三电系统产业的快速发展。
新能源汽车相关加工零件将减少40%,零件材料由铸铁、钢,转变成铝,零件对主轴刚性要求降低,各轴行程变大,零件的五轴需求量增加

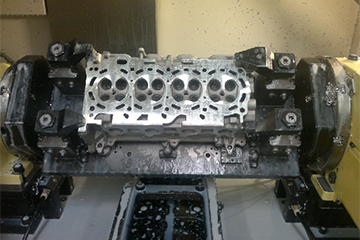
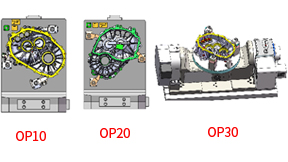
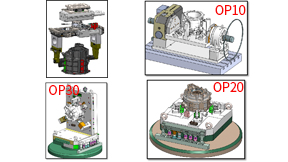
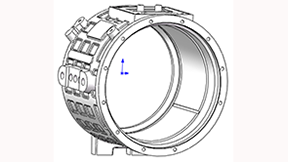
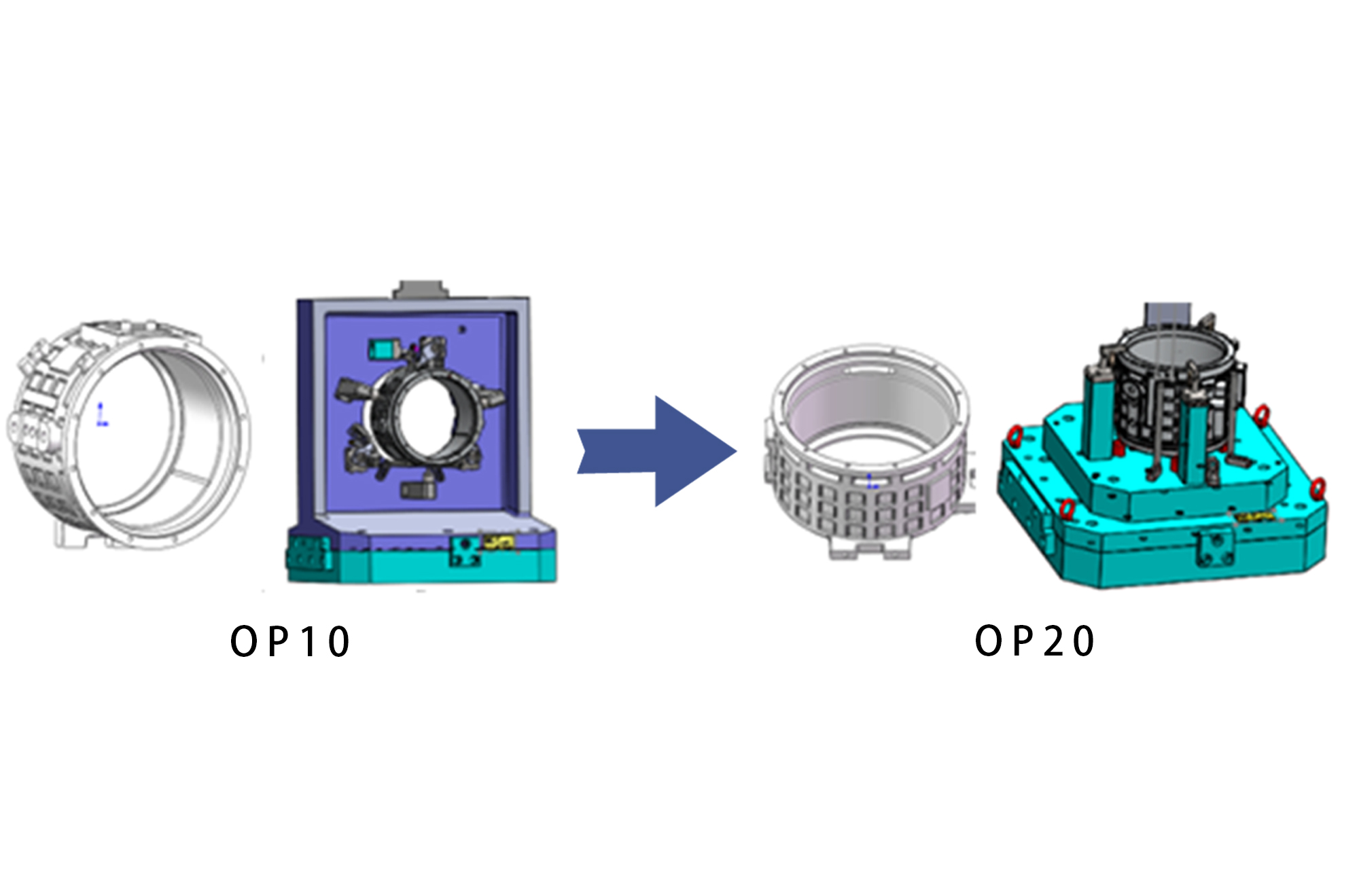
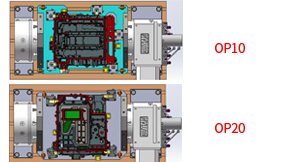
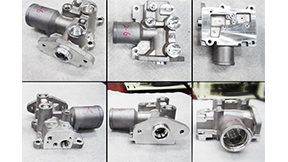
新能源汽车驱动器壳体八合一或者带有电机+加减速箱结构的零件,主要精度要求:电机孔的圆度、圆柱度精度为0.02-0.04;壳体面定位销孔位置度要求为0.01-0.03;零件材质加工难点:铸件加工存在应力变形,需要区分粗精工序。设备要求:针对电机孔的加工,需要具备大刀切削能力,拥有足够的精度和刚性,精度高、附加功能多,适合正T卧加来解决。
主轴中心出水30kg
后出反冲滚筒排屑器
强力冲屑+顶部喷淋+夹具冲洗
BBT50 10000转主轴及BBT50刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器

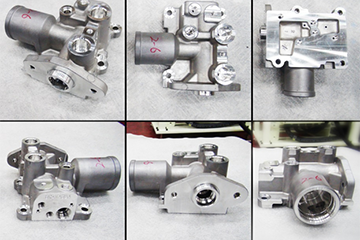
新能源汽车驱动器壳体零件,主要精度要求:输出轴孔的同轴精度为0.005-0.008;壳体面定位销孔位置度要求为0.01-0.03;孔加工角度较多,有时会需要3+2转台或五轴。零件材质加工难点:属薄壁零件加工,易发生应力变形,需要区分粗精工序及装夹等工艺编排。设备要求:针对定位销孔的加工,需要具备足够的精度和刚性,精度高、附加功能多,适合正T卧加或正T卧加+五轴转台的方式来解决。
主轴中心出水30kg
后出反冲滚筒排屑器
强力冲屑+顶部喷淋+夹具冲洗
BBT40 14000转主轴及BBT40刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器

主轴中心出水30kg
后出反冲滚筒排屑器
强力冲屑+顶部喷淋+夹具冲洗
BBT40 14000转主轴及BBT40刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器
主轴中心出水15kg
后出反冲滚筒排屑器
强力冲屑+夹具冲洗
BBT40 12000转主轴及刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器
加高立柱
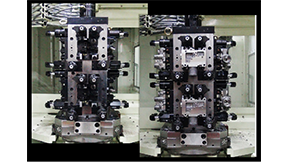
加工电机孔,需使用特制的镗刀/铰刀,对刀具和刀库要求:
加长大刀具
高刚性、轻量化
复合加工
精加工刀具带导条
刀库容量加大且支持大刀具功能
主轴中心出水30kg
后出反冲滚筒排屑器
强力冲屑+顶部喷淋+夹具冲洗
BBT40 14000转主轴及BBT40刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器
主轴中心出水15kg
后出反冲滚筒排屑器
强力冲屑+夹具冲洗
BBT40 12000转主轴及刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器
加高立柱

主轴中心出水30kg
后出反冲滚筒排屑器
强力冲屑+顶部喷淋+夹具冲洗
BBT40 14000转主轴及BBT40刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器

主轴中心出水15kg
后出反冲滚筒排屑器
强力冲屑+夹具冲洗
BBT40 12000转主轴及刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器
加高立柱


主轴中心出水15kg
后出反冲滚筒排屑器
强力冲屑+夹具冲洗
BBT40 12000转主轴及刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器
加高立柱
主轴中心出水30kg
后出反冲滚筒排屑器
强力冲屑+顶部喷淋+夹具冲洗
BBT40 14000转主轴及BBT40刀库
3回路液压夹具接口
液压站及主回路压力监控
0i-MF PLUS系统
单回路气检
油雾收集器